现在客户在稽核我们公司回焊炉温度曲线的时候。问我们以什么为标准测试炉温。我们答:以锡膏供应商提供参考标准来测试炉温。问题来了。客户看了推荐的温度曲线后问:图中C点到M点这一段是做什么用的?为什么没有数据和文字说明? 我们哑巴了。因为这张图片上确实没有反应这段回流的作用。其他的都有说明。所以今天特地来HOME向各位问问。这是该怎么解释,顺便请教
你们是怎么回答客户问以什么为炉温测试标准这个问题的。
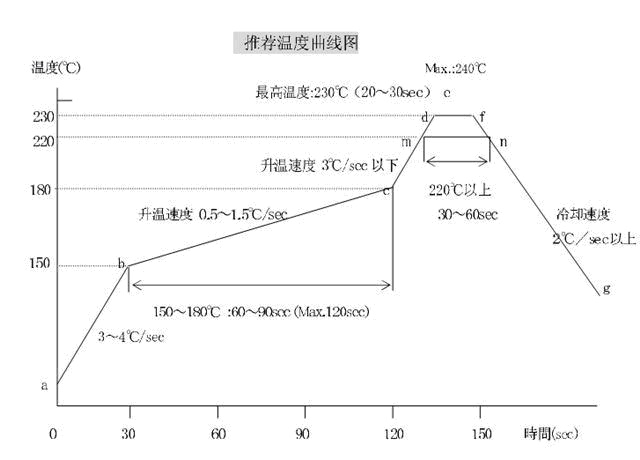
1.升温区(a-b,
在这个区中升温的主要目的是将锡膏中的溶剂挥发,避免低沸点的溶剂直接进入高温区产生氧化现象,将周围的锡膏一起爆出形成锡珠,注意在升温时抖率不宜过快,控制在1. 5-3. 00C/ s ec,让零件及PCB板达到所需温度。但在此期间温度不宜过高,否则将会使锡膏私度大大降低,锡膏中的溶剂及助焊剂伴随着一些锡膏颗粒迅速流出失去原由印刷精度由出口可以看出升温的结果可判断加热的温度是否太高或太低。
2.预热区(b-c, 60-120Sec预热区的主要目的是让锡膏中的助焊剂开始发挥助焊的效果,将电路板、焊垫及元件表面的氧化层腐蚀掉,促进焊接效果。
在这个阶段应该注意:
预热时间要充足,否则当零件很密时会出现因热量不足排阻IC冷焊缺焊。相应的应该把时间调长:大概(90-100Sec)为最佳。但也不能过长太长锡粉越易氧化,助焊剂也会过早挥发(溶剂可以在预热区挥发)
总结:这个阶段的目的三点;1、让板子零件达到均温;2、活化助焊剂; 3、开始去除氧化。
3.加热区:(c-d, 60-120sec)
主要目的将锡膏温度提升至熔点以上,(若温度不足时,把Peak point往上调)则融锡不完全或有冷焊现象;若温度过度或时间过长,则也有损坏元件或电路板的顾虑。超过2 00 0 C时间控制在30-40sec之间。4.熔化区(d-f)峰值温度210-225 0 C时间为5 sec左右。
4.冷切区(f-g)
主要目的缩短融锡时间,增加产品的安全性,减少产品因过温而损坏。
冷却区也是有讲究的:
快速冷切结晶的颗粒细,缓慢降温晶体颗粒大,体积同等的两个物体表面积大的晶粒之间的接触、面积大,彼此之间的bonding stress也会比大颗粒之间的强,但在结晶的同时晶体内部会产生应力,而应力会对锡粉颗粒造成不稳定,要将它去除,所以在固相时降温要慢,去除他的内应力。这个动作也叫做退火处理。
点击下载:关于标准炉温曲线问题的探讨 |



{kind=link}